全國客服熱線
86-0571-83527621
<rt id="0skoo"></rt>


紙板印刷廠加濕解決方案介紹:紙板曲翹問題一直困擾著許多紙箱生產廠家,由于紙板曲翹造成的直接或間接損失舉不勝舉。現在是微利的時代,控制紙制品的成本成了盈利的關鍵,生產中的紙板曲翹問題肯定不能避免,但是可以盡量降低此類問題的出現,控制紙的質量是提高紙箱產品盈利的關鍵。以一塊24英寸寬的紙板為例,在這張紙板上所偏離的英寸稱之為“翹曲因子”,如果紙板的翹曲因子在0.25N(6毫米N,正向翹曲)以及0.25R(6毫米R,反向翹曲)之內,則紙板是平直的。經過研究,在下列情況下,可以制成平直的瓦楞紙板(即24英寸寬紙板,偏差為0.25英寸或者說600毫米寬紙板,偏差為6毫米):平直的紙板通俗的說就是600毫米長寬紙板,偏差為6毫米。
紙板印刷廠加濕解決方案:怎樣的紙板濕度才是合理的濕度?
試驗數據顯示,一塊面里紙為250g/m2掛面板紙、ECT為9000N/m的紙板,水分低于8%時,紙箱開始爆裂。面里紙改用耐折性能非常好的板紙時,紙抗爆裂能力明顯提高,但若其水分含量低于6%的時候,紙開始出現爆裂。因此,保持紙板水分對防止紙爆裂非常重要。
a. 普通250g/m2掛面箱板紙水分低于8%時,成品紙會爆裂。
b.耐折性能非常好的紙水分低于6%時,成品紙會爆裂。
c.保持紙板水分對防止紙爆裂是非常重要的。
:紙板爆線的控制辦法
保持紙板的水分含量,是控制紙板爆線的辦法。從生產線出來的紙板水分含量控制在12~18%之間比較合理,水分含量應保持在10~13%。由于受一些客觀條件限制,人們往往認為控制水分不太容易。測試表明,天氣干燥季節,紙剛從紙線生產出來時面紙水分含量為8%左右,有的甚至低于6%,當紙堆放4小時后,各層紙的水分趨于平衡,面紙水分增加到9%以上。因此,由于此時面紙水分很低,容易導致壓線位爆裂。所以紙板生產出來后應該堆放足夠的時間,紙面、里紙水分偏低即進行壓線,壓線部位會產生微裂,此后即使面、里紙水分增加,爆線問題也不可能避免。
管理層重視紙板品質
1.十分重視紙的平直度;
2.原紙水分含量的均勻度:
3.紙生產線處于良好的機械狀態,并附有某種控制紙翹曲的工具:
4.改進紙生產線操作程序,對相關工作人員進行紙翹曲控制方法的培訓。
二流體加濕系統產品特點:
★ 可跟據要求線形調節噴霧量大小。
★ 生產不同幅面紙板時,噴嘴可單獨打開關閉,使噴霧面與產品幅寬保持*。
★ 加濕效率高,能在短時間內使水迅速汽化,便被紙張吸收。
★ 此加濕系統可適用于任何水質,無需水處理設備,降低維護工作量,節約運行成本
★ 使用簡單、方便,運行可靠。維護工作量少,維修成本低
★ 此加濕系統為壓縮空氣負壓誘導加濕。在保證很大加濕量的同時,還能保證霧化效果,霧粒直徑約為1~10μm
★ 不銹鋼材質精密加工的噴嘴可確保使用壽命長達30年之久,免維護。
★系統可通過紙速自動調節噴霧大小。


.jpg)


.bmp)
.jpg)
本系統為瓦楞紙板噴霧加濕系統,又名為JY-QS1氣水混合加濕器,由若干個氣水混合噴嘴、主控制器、輔助控制器、水氣處理、水氣分配等部分組成。壓縮空氣通過調壓閥從噴嘴噴出,同時推動噴嘴內的氣動活塞帶動針閥向后移動,將水路出口打開。噴射出的壓縮空氣使得連接噴嘴的水路和氣水混合比例控制裝置內形成負壓(真空)并推動比例控制裝置內的閥桿向下移動,水路打開。同時壓縮空氣打開氣動截止閥,水從比例控制裝置流過,到達噴嘴并與壓縮空氣混合噴出形成水霧。
.jpg)
.jpg)
¤ 霧化好,采用真空閥設計,壓縮空氣負壓誘導加濕,霧粒直徑大小在5-10μm。
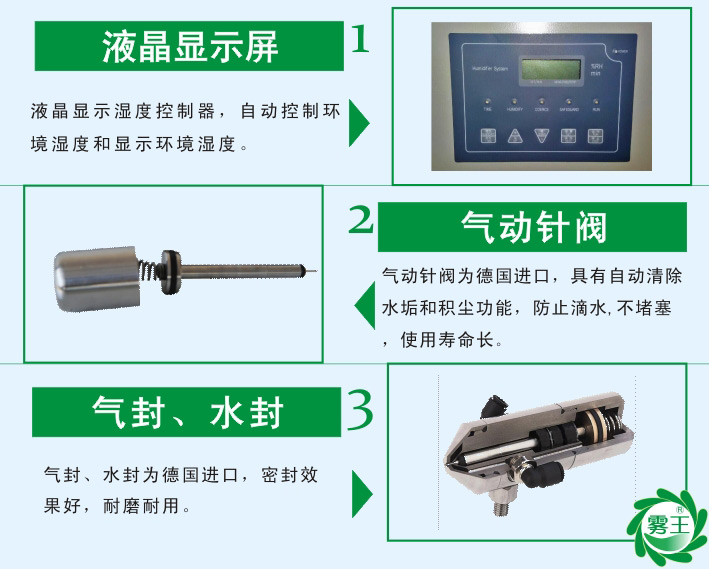
¤ 液晶顯示濕度控制器,自動控制環境濕度和顯示環境濕度。
¤ 具有機械自動清洗功能,由用戶根據水質的情況設定清洗時間,避免噴嘴堵塞,降低維護量。
¤ 具有停機延時功能,可由用戶設定延時時間,解決停機瞬間水霧顆粒過大的問題。
¤ 四重保護及順序功能,避免噴嘴滴水或噴水。
¤ 壓縮空氣的消耗量比同類產品低30%-50%,運行費用低。
¤ 標配濕度傳感器進行自動濕度控制。
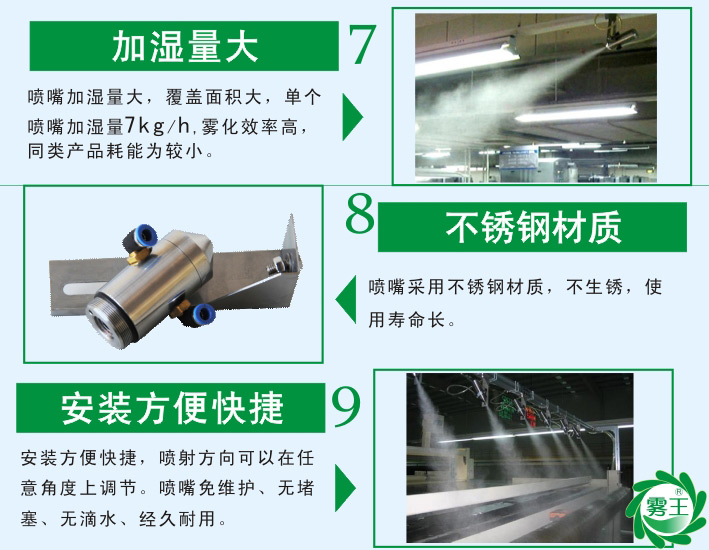
¤ 安裝方便快捷,噴射方向可以在任意角度上調節。
¤ 噴嘴為不銹鋼材料,使用壽命長。
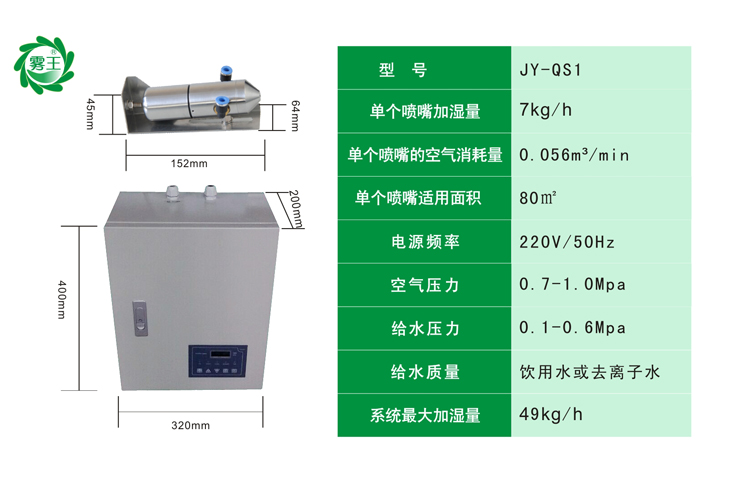
型號 | 組裝型 | 緊湊型 |
噴嘴 | JY-QS1 | JY-QS2 |
單個噴嘴加濕量 (噴嘴在0.5Mpa空氣壓力下)kg | 7 | 14 |
系統加濕量Kg/h | 49 | 98 |
單個噴嘴的空氣消耗量m³/min | 0.056 | 0.056 |
控制 | 開/關 | 開/關 |
空氣質量 | 適合呼吸 | |
空氣壓力(Mpa) | 0.7-1.0 | |
給水質量 | 飲用或去離子水 | |
給水壓力(Mpa) | 0.1-0.6 | |
電源 | 220V/50Hz(標配24V變壓器) | |


